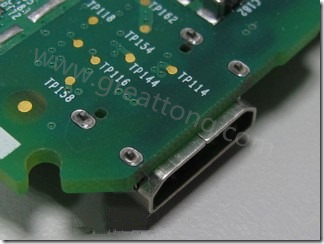
老板今天丟了一個(gè)問題:「假設(shè)同一片板子,把同一個(gè)零件從原本的純SMD零件���,改成傳統(tǒng)插件零件制程或SMD焊腳+通孔定位柱并采用「通孔錫膏(PIH, Paste-In-Hole)」����,這樣對(duì)產(chǎn)線及設(shè)計(jì)會(huì)造成什么差別及影響�?」
當(dāng)時(shí)頭上馬上冒出了三條線,但不管自己喜不喜歡都得開始想這個(gè)問題��。后來(lái)才知道���,原來(lái)是為了避免連接器被粗魯?shù)目蛻舨鍓牡粝聛?lái)的方法��。
PIH(Paste-in-Hole)有時(shí)候又稱為PIP(Pin-In-Paste)��。
首先想到的是PIH制程的傳統(tǒng)插件零件因?yàn)橐?a href="http://m.ldll-china.com" target="_blank">SMT的高溫reflow制程����,所以零件設(shè)計(jì)必須要符合以下規(guī)范,否則可能得不償失:
1�、PIH零件最好要有卷帶包裝(tape & Reel),這樣才能使用SMT機(jī)器貼片/打件�����,至少也要使用硬tray盤�����。
2��、PIH零件的材質(zhì)必須要能夠承受SMT reflow的高溫���,一般要求PIH零件放在第二面過爐,如果只是過一次爐���,以目前無(wú)鉛制程最好要求至少可以承受260?C持續(xù)10seconds以上����。
3�����、PIH零件的焊腳不可以有彎腳(kink)及緊配(tight fit)的設(shè)計(jì),否則零件將很難用機(jī)器放到板子上�����,如果勉強(qiáng)使用人工作業(yè)來(lái)放這類零件���,可能會(huì)因?yàn)樾枰^壓電路板才能插入零件���,造成電路板振動(dòng),最后造成電路板上已經(jīng)打好的零件偏位或掉落��。
4�、PIH零件必須要在零件最上方設(shè)計(jì)有個(gè)平面讓SMT的吸嘴可以吸取,也可以在上面貼一片防漏氣的高溫膠帶���。
5���、PIH零件焊腳與電路板交界的地方要保留0.2mm以上的空隙/架高(standoff),用以防止虹吸現(xiàn)象發(fā)生�,造成溢錫,產(chǎn)生不確定錫珠影響產(chǎn)品功能的問題���。
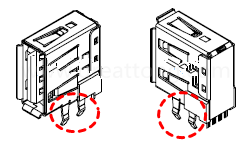
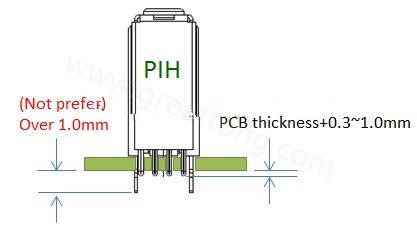
6��、PIH零件焊腳的高度建議超出電路板厚度0.3~1.0mm即可��,太長(zhǎng)不利取放件作業(yè)��,太短容易造成吃錫不足容易脫落的風(fēng)險(xiǎn)�����,因?yàn)闀?huì)采用PIH制程的零件大多是對(duì)外的連接器�����。
至于變更純SMD零件成PIH或SMD+PIH零件對(duì)制程及產(chǎn)品有何影響�,下面我試著歸納出幾個(gè)重點(diǎn):
1�����、工時(shí):這兩種零件的打件時(shí)間應(yīng)該沒有太大差異���。
2�、成本:PIH零件的成本可能會(huì)比純SMD增加���,因?yàn)槎嗔艘恍┐┛椎腜IN腳���。
SMT打件零件間的間隙:根據(jù)經(jīng)驗(yàn)打PIH零件的間隙要求最好有1.5mm以上��,而純SMD零件則只要在1.0mm就可以了��,有些甚至可以在縮小到0.5mm�����。這是因?yàn)镻IH的焊腳比較容易變形����,所以通孔也會(huì)設(shè)計(jì)的大一點(diǎn)��,一般建議焊腳直徑/通孔直徑的比率為0.5~0.8�,其打件的偏差度也會(huì)比較大,所以需要比較大的間隙�。
3、重工及修理:一般來(lái)說PIH零件會(huì)比純SMD零件難重工與維修����,因?yàn)楦鼡Q零件的時(shí)候需要把通孔中的銲錫移除,這點(diǎn)以現(xiàn)今的技術(shù)來(lái)說是比較困難的工藝��,當(dāng)然也可以考慮把整個(gè)零件破壞掉,但相對(duì)之下HIP零件重工的困難度還是比較高����。
4、電路板空間使用率:PIH零件的背面因?yàn)橛蠵IN腳伸出���,所以電路板上的使用空間就相對(duì)的變少了�。
5����、吃錫填滿問題:IPC-610規(guī)定通孔零件焊腳的通孔吃錫率必須超過75%,但有時(shí)候先天上的限制���,很難使用正規(guī)的錫膏印刷達(dá)到這樣的錫量�,所以有時(shí)候必須額外增加銲錫量���。
其實(shí)話說回來(lái),把SMD零件改成插件PIH制程��,其焊錫強(qiáng)度會(huì)比較純SMD強(qiáng)�,可以承受更大或更多次的外力插拔,依據(jù)以往的經(jīng)驗(yàn)承受力大概可以變成1.5倍����,當(dāng)然要看PIN數(shù)及PIN腳的粗細(xì)而定���。
深圳宏力捷推薦服務(wù):PCB設(shè)計(jì)打樣 | PCB抄板打樣 | PCB打樣&批量生產(chǎn) | PCBA代工代料